 咨询热线:400-846-9998
咨询热线:400-846-9998News
永晟精密发条联系永晟
大陆工厂(总部)
东莞市永晟五金发条制品有限公司
工厂地址:广东省东莞市桥头镇田头角村湖龙路86号
服务热线:400-846-9998
业务直线:+86-769-8103 9998
业务传真:+86-769-8103 9997
官方网址:www.ft9998.com
E-mail:dgysft01@163.com
集团总部(不负责业务接待)
广东恒晟控股集团有限公司
公司地址:广东省东莞市常平镇常马路401号
服务热线:400-638-1888
业务直线:+86-0769-87000168
业务传真:+86-0769-87000777
香港公司
香港永晟金属制品有限公司
公司地址:香港湾仔骆克道53-55号恒泽商业大厦15楼1501室
服务电话:00852-3177 9288
业务直线:00852-3182 9996
东莞市永晟五金发条制品有限公司
工厂地址:广东省东莞市桥头镇田头角村湖龙路86号
服务热线:400-846-9998
业务直线:+86-769-8103 9998
业务传真:+86-769-8103 9997
官方网址:www.ft9998.com
E-mail:dgysft01@163.com
集团总部(不负责业务接待)
广东恒晟控股集团有限公司
公司地址:广东省东莞市常平镇常马路401号
服务热线:400-638-1888
业务直线:+86-0769-87000168
业务传真:+86-0769-87000777
香港公司
香港永晟金属制品有限公司
公司地址:香港湾仔骆克道53-55号恒泽商业大厦15楼1501室
服务电话:00852-3177 9288
业务直线:00852-3182 9996
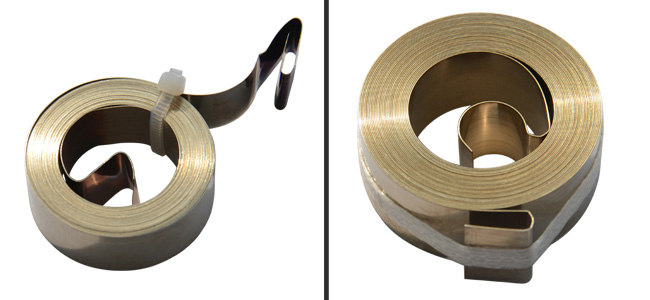
发条弹簧在卷制过程中务必要小心谨慎
时间:2020-05-09 10:36:16 来源:东莞市永晟五金发条制品有限公司 点击:351

众所周知,卷制过程对发条弹簧影响极大,其卷制的精度对整个制造过程非常重要,因为它基本上决定了弹簧的尺寸和特性以及对材料的利用率,对于产品性能有直接影响,所以卷制的过程务必要小心谨慎。近代以来基本上都是依靠机器来完成此步骤,然而其品质还需我们亲自把控,因为机器的卷制其实并不是那么的完美,如果制扁时,端部弯成的圆弧大于弹簧外径,则卷制后支承圈会支出弹簧圈外。而如果制扁后,不将端部弯成圆弧,则会因咬嘴夹紧坯料端头不力,坯料端部支出圈外。卷制最后一圈时,顶轮作用不良也会导致坯料支出圈外。
不过,以上这些问题纠正起来也比较简单,制扁后,端部弯成的圆弧半径要适当;改进卷簧机的咬嘴,使之能把坯料夹紧;调整好顶轮的位置,并改进顶轮的结构,使最后一圈能被顶轮压向心轴。发条弹簧在制扁时的扁向不十分恰当,卷制到最后一圈时,送料未用夹钳把坯料扭正所致。一般,制扁部分越薄,越容易产生反背。这时我们就需要改善制扁的扁向,注意操作。产生这种缺陷的弹簧,是可以修复使用的,不过情况严重时也会出现报废的现象。以上就是今日分享的全部内容,如需了解更多同类信息,可在永晟官网查询。
热门资讯
- 2024-08-17发条弹簧浸油的作用
- 2024-08-03影响发条弹簧寿命的几大因素
- 2024-07-15发条弹簧在国外的作用
- 2024-06-26发条弹簧做氧化处理好处
- 2024-06-12发条弹簧要进行回火处理的原因
- 2024-06-04发条弹簧热处理的作用
- 2024-05-27提高发条弹簧质量的方法
- 2024-05-20解析发条弹簧容易断裂的原因及解决方法
- 2024-05-15发条弹簧存在哪些不起眼的地方但是又起...
- 2024-05-04 公司乔迁,开启新篇章
- 2024-03-04发条弹簧应用在国外饮料推进器中的作用
- 2024-01-23发条弹簧在音乐喷泉中的作用
- 2024-01-02发条弹簧在音乐盒中的重要作用
- 2023-12-16发条弹簧作用在哪些你不知道的领域
- 2023-11-25发条弹簧在电机中的重要作用
- 2023-11-18发条弹簧断裂的影响及修复方法








